地 址:泰州市姜堰區婁莊鎮工業園區
電 話:0523-88152268
聯系人:程先生
手 機:18051179898
網 址:www.gxcwg.cn
郵 箱:tz15062999338@163.com
郵 編:225300
巖樣自動鉆取切割磨制一體裝置
技 術 配 置
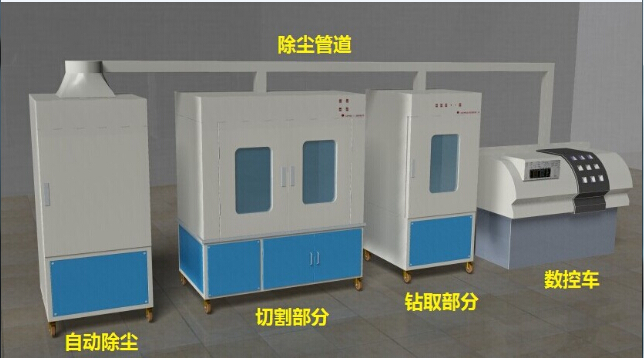
裝置三維設計圖
三、設備的組成
巖心自動鉆切一體機主要由巖心鉆取部分、巖心切割部分、巖心的車磨、排塵管道、自動除塵部分組成,
2、巖心切割部分

巖心切割部分:由切割機、巖心夾具、巖心自轉電機、進刀自動進給等組成
2.1、切割機
選用品牌電機,選用金剛石刀片,切割時保證切割巖樣的平整度。
切割巖心規格:Φ25×25-80mm,
Φ38×25-80mm,
刀片規格:Φ200mm,
冷卻方式:水冷。
2.2、巖心夾具
巖心夾具采用三爪卡盤式結構,根據三角原理,具有夾緊穩定性好,同時在三爪夾緊卡盤內裝有四氟保護套,可有效保護巖樣不被夾傷,保證巖樣表面的平整。對巖樣的測試精度有很好的保護。整個夾具采用全不銹鋼材料制作,防止生銹。提高使用壽命。
2.3、巖心自轉電機
巖心直接切割時,當切割到最后連接處,由于刀片的高速和巖心最后連接處的薄弱,極易造成巖心掉邊,然后再去處理(磨端面),對巖心造成損壞,也費時費力。增加操作人員的勞動強度。這是目前大多數生產廠家沒有意識的問題。本公司設計人員通過多年的經驗和與使用單位操作人員的技術交流,設計巖心自轉切割方法,有效消除巖心切割掉邊的問題。同時采用該方法還能使切割巖樣的端面平整。 
2.4、巖心自動進給
巖心自動進給機構是采用正反轉電機、傳動絲杠、高精度滑動導軌等組成,通過該機構實現對巖樣切割的自動進給和切割后行程自動復位。自動化程度高,同時減輕操作人員的勞動強度。
巖心的車磨數控車床、車削中心,是一種高精度、高效率的自動化機床。配備多工位刀塔或動力刀塔,機床就具有廣泛的加工藝性能,可加工直線圓柱、斜線圓柱、圓弧等復雜工件,具有直線插補、圓弧插補各種補償功能,并在復雜零件的批量生產中發揮 了良好的經濟效果。
鉆取后的巖樣若高度或直徑不符合試驗要求或兩個端面粗糙不平,可用切片機先修平兩個端面,再用夾具固定在數控車床上。可編輯好程序,自動加工到所需要的尺寸。
固定巖樣的夾具應松緊適宜,夾的太緊會把巖樣夾碎,夾的太松巖樣會前后移動難以磨平。車磨時轉速宜控制在100-600r/min之間,硬質巖石可取100-370r/min,軟質巖石宜取370-600r/min,轉速過快進刀阻力大,巖樣端面的邊緣易炸裂。
刀頭剛接觸巖樣端面邊緣時宜輕輕推進,然后持續均勻進刀,每次進刀厚度不宜超過1mm,刀頭刃部受損后要及時更換。對于無法鉆取的泥巖用車床車磨時宜先車磨直徑,然后磨平端面。
車磨直徑時必須固定刀頭進刀,然后輕輕地轉動控制手柄緩慢推進,每次只能打磨1mm,一次打磨太多樣品易斷裂。
4、巖心的磨制(最后由于技術要求所提巖心光潔度的要求比較高,建議加此套裝置,否則達不到技術要求)
XG-200型雙端面磨石機是各類巖石,混凝土等非金屬固體進行力學測試標準樣本制作的必備主要設備,該機與本廠生產的巖心鉆取機,巖石切割機配套工作,即可為您加工出您所需要的高精度的立方體或圓柱體測試樣品,適用于大專院校水利水電,地質礦產,交通,建筑等部門。
該機由基座工作臺,磨削動力頭,變速傳動系統 ,電控裝置等部分組成,整機操作方便,自動進給性能穩定。

TX-SHM200型雙端面磨石機工作原理
1、機械部分
工作臺的往復由電機帶動變速箱,輸出慢速來帶 動絲桿左右轉動,形成工作臺往復運動。
本機磨頭是專用金剛石磨輪,直接安裝在兩臺專用電機主軸上,分別由兩個橫向工作臺帶動前進或后退,即可以自動,也可以手動,自動時將手柄扳到自動位置,離合器便合起,工作臺前進時撞擊棘手,棘爪推動棘輪做間歇運動,棘輪通過離合器帶動絲杠旋轉,從而使磨頭前進,手動時 ,將手柄扳至手動位置,絲杠每轉一格為 0.025mm,每一轉為3mm。
工作臺上標本夾具和兩磨輪在本設備出廠前,經過精心調試,確保磨出的樣品的垂直度與平行度,每次削磨兩個平行面,六個面的立方標本,只需經過本設備三次削磨即可。
2、電器部分
本機控制按鈕分別安裝在兩動力頭上面,操作方便。
本機因采用水冷卻,水花飛濺嚴重,故本機電器控制采用36V的安全電壓,操作時不會因為水產 生漏電現象。
TX-SHM200型雙端面磨石機使用方法操作步驟
1、夾持好樣塊,注意兩邊對稱,緊貼夾具;
2、將兩磨頭退出,使工作臺運動時樣塊撞不著磨輪為止;
3、裝上防護罩,開啟水源開關;
4、按下總電源按鈕;
5、啟動磨頭按鈕使磨頭按箭頭方向旋轉,絕不允許反轉;
6、按工作臺按鈕;
7、手動進給磨頭,使之磨削,需自動時將扳手至自動位置即可,兩磨頭分別進行磨削,磨好后 將手柄扳至手動位置,再往復磨幾次,確保標本 的光潔度;
8、磨好后退處磨頭。
KD-200型雙端面磨石機注意事項
1、每次裝夾樣品應將夾具及樣品表面沖洗干凈,否則殘留物質會使樣品磨削精度下降;
2、自動磨削中任何時候都不能隨意手動進給,否則會損壞磨輪和設備;
3、自動磨削結束后,先停工作臺,切勿先停磨頭;
4、磨削過程中應注意冷卻液流量是否充足,過少會加快金剛石磨輪的磨損;
5、金剛石磨輪切勿敲擊,否則會影響使用壽命,新的磨輪在使用前必須先用普通剛玉砂輪開口 ,磨削才會鋒利。
4、排塵管道、自動除塵部分
巖樣的鉆取和切割會產生巖屑和灰塵(液氮切割時),會對環境造成污染和對操作人員的人身健康造成傷害。這對標準化實驗室和HSE認證所不允許的。不符合要求。因此我們根據認證要求對該設備進行全封閉設計,消除上述缺點。即:對水冷卻切割所產生的泥漿進行三級沉淀達到排放標準,對液氮冷卻切割采用標準化通風排塵道對產生的灰塵進行排吸,將灰塵派送到除塵柜中。由除塵柜內安裝的除塵設備進行除塵處理。(見下方效果圖片)
